English
English русский
русский Español
Español italiano
italiano
Prima pagina / Notizia / Novità del settore / I tagliapiastrelle laser possono gestire piastrelle in gres porcellanato ultra-spesse
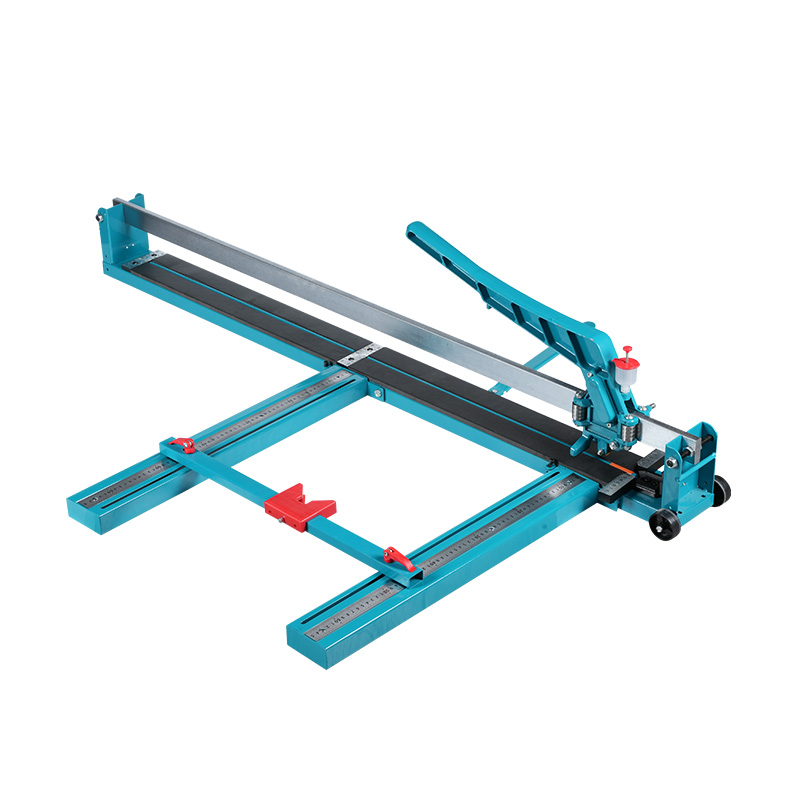
L'ascesa di Produttore di tagliapiastrelle laser ha ampliato le aspettative riguardo al taglio di precisione nella lavorazione di porcellana, ceramica e pietra. L’attenzione spesso si concentra sulla precisione e sulla finitura dei bordi, ma una questione più pratica domina gli scenari di installazione reali: come si comportano queste macchine in condizioni di piastrelle ultra spesse dove la resistenza del materiale aumenta notevolmente e la stabilità al taglio diventa più difficile da mantenere.
Le lastre di gres porcellanato ultraspesso, spesso utilizzate nei controsoffitti, nelle facciate e nelle pavimentazioni ad alto carico, introducono livelli di stress meccanico e termico che i sistemi di taglio standard non erano originariamente progettati per gestire. Ciò crea un chiaro divario tra la capacità teorica della macchina e i risultati delle prestazioni in loco.

La porcellana è già un materiale fragile e ad alta densità e l'aumento dello spessore altera in modo significativo il modo in cui lo stress interno si distribuisce durante il taglio. Le piastrelle standard (8–12 mm) tendono a fratturarsi in modo prevedibile lungo le linee rigate, mentre le lastre superiori a 20 mm resistono alla separazione netta e immagazzinano più energia elastica prima di rompersi.
Gli effetti osservati nei materiali più spessi includono:
Le analisi di taglio del settore rilevano che la durezza della porcellana (spesso valutata 7–8 sulla scala Mohs) combinata con uno spessore maggiore amplifica i rischi di microfrattura nella zona del bordo, soprattutto in caso di pressione di alimentazione aggressiva o condizioni di supporto instabili.
I sistemi laser utilizzati nelle tagliapiastrelle migliorano la visibilità dell'allineamento, ma non influenzano la forza di taglio, la durata della lama o la resistenza del materiale. La linea laser indica solo il percorso previsto, mentre la separazione effettiva dipende dall'interazione meccanica tra disco diamantato e corpo piastrella.
Le limitazioni principali includono:
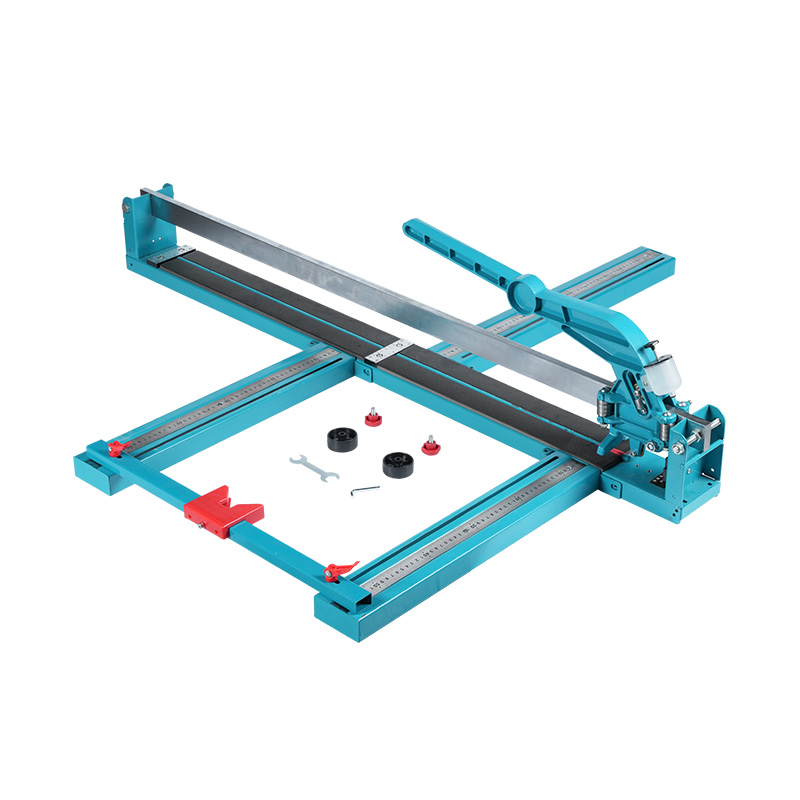
Anche i sistemi avanzati di frese a ponte con allineamento laser mostrano variazioni di prestazioni durante la lavorazione di lastre di gres porcellanato denso, poiché la stabilità meccanica diventa il fattore dominante piuttosto che i sistemi di guida visiva.
La porcellana ultra spessa sottopone i dischi da taglio diamantati a un carico notevolmente maggiore. L'area di contatto aumenta, l'accumulo di calore si intensifica e la resistenza all'attrito aumenta lungo tutto il percorso di taglio.
Modelli comuni di stress meccanico:
Una volta che l’affilatura della lama comincia a diminuire, gli operatori spesso compensano aumentando la pressione, il che amplifica ulteriormente i danni ai bordi anziché migliorare la stabilità del taglio. Questo ciclo diventa più pronunciato nella lavorazione di materiali spessi.
La porcellana più spessa trattiene il calore più a lungo durante le operazioni di taglio. Senza un raffreddamento stabile, l’espansione termica introduce gradienti di stress interni che indeboliscono la struttura del bordo.
I tipici problemi legati al calore includono:
I sistemi di taglio assistito dall'acqua riducono questi rischi stabilizzando la distribuzione della temperatura e rimuovendo i detriti dalla zona di taglio. Tuttavia, un flusso di raffreddamento incoerente può comunque comportare una qualità dei bordi non uniforme nelle passate di taglio lunghe.
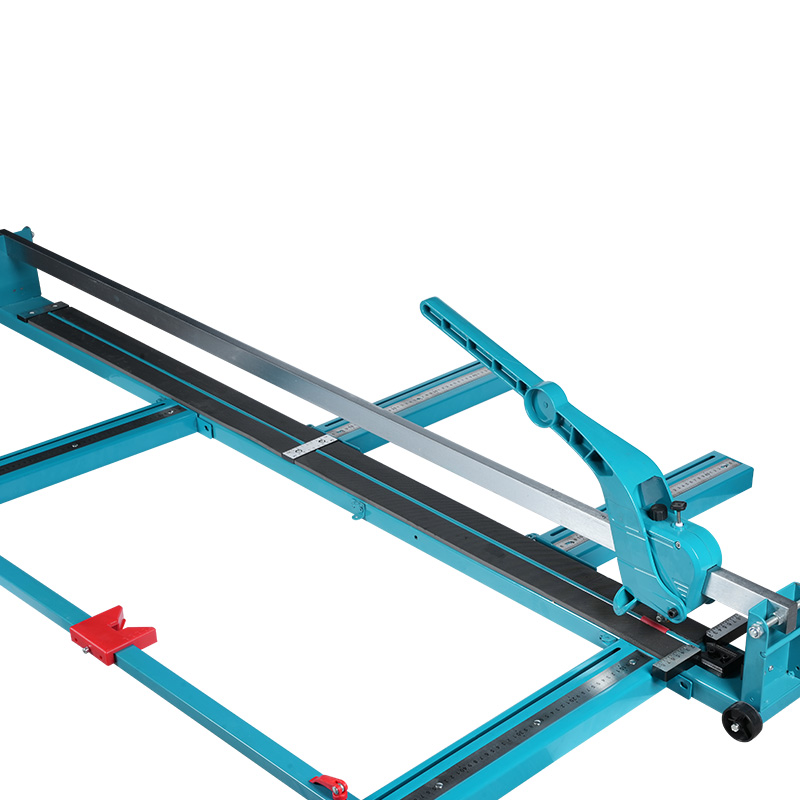
Il taglio di piastrelle ultra spesse sottopone a sollecitazioni significative i telai della macchina, le guide e i tavoli di supporto. Qualsiasi flessione o vibrazione meccanica è amplificata dalla resistenza del materiale.
Fattori critici di stabilità:
Anche le più piccole deviazioni strutturali possono tradursi in un disallineamento visibile dei bordi su lunghe distanze di taglio, in particolare su pannelli in porcellana di grande formato dove le tolleranze sono estremamente strette.
Rapporti pratici di installazione evidenziano che i risultati del taglio della porcellana ultra-spessa variano ampiamente a seconda della classe della macchina e della qualità della configurazione. I sistemi industriali di fascia alta generalmente mantengono risultati stabili, mentre le apparecchiature di fascia media spesso richiedono più passaggi o post-elaborazione per ottenere una finitura dei bordi accettabile.
Osservazioni sul campo comuni:
Alcuni operatori riferiscono inoltre che la variazione del lotto di materiale gioca un ruolo importante, poiché alcune lastre di porcellana si comportano in modo più imprevedibile anche con le stesse impostazioni della macchina.
I tagliapiastrelle laser rimangono altamente efficaci per le gamme di spessore standard di ceramica e porcellana, ma le lastre ultra spesse espongono limiti meccanici piuttosto che limiti ottici o di allineamento. Le prestazioni di taglio sono in definitiva determinate dall'erogazione della coppia, dal controllo delle vibrazioni, dalla stabilità della lama e dalle caratteristiche di frattura del materiale.
Comprendere questi vincoli aiuta a stabilire aspettative realistiche: i sistemi assistiti da laser migliorano la precisione della guida, mentre il successo effettivo del taglio dipende dalla stabilità combinata dell'intera catena del processo meccanico.
Copyright © Yongkang Shuofang importazione ed esportazione Co., Ltd. tutti i diritti riservati.